Stack Lug Repair
Serialized Tab Data



Home › Repair Specifications › Stack Lug Repair
Stack Lug Repair
GENERAL STACK LUG ASSEMBLY SPECIFICATION:
This specification applies to the following types of trench shields:
3M, 4L, 4M, 6M, 8M, T, E, N, K, and LD
SPECIFICATIONS:
- All welding shall be performed according to the Structural Welding Code for Steel – AWS D1.1-90
- A certified welder shall perform all welding.
- 70,000 psi welding rod or wire shall be used to complete the welds.
- The stack Lug shall be manufactured by GME.
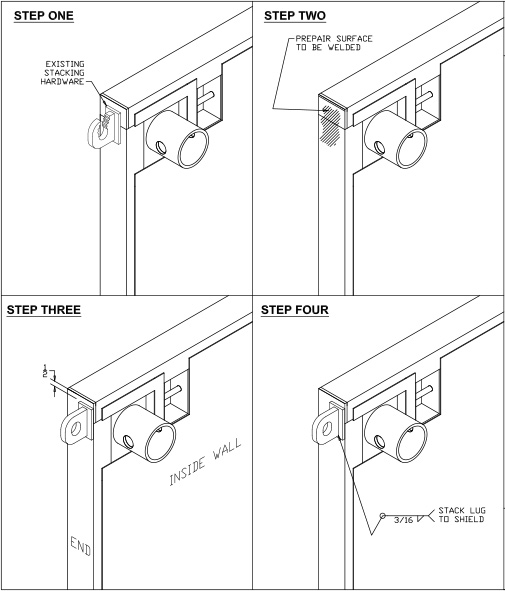
PROCEDURE
- Remove existing stacking hardware if required. Contact factory if shield is damaged during this procedure.
- Clean the area to be welded thoroughly with a wire brush or grinding wheel
- Locate stack lug in required position. All lugs shall be located 1/2″ from the top of the shield and may be placed in the following position:
- End of the shield and centered.
- End of the shield flush with inside face (as shown in step three)
- Inside face next to the recessed lift lug.
- Weld stack lug to the shield using a continuous 3/16″ fillet weld.